
Join Greg in this 30-minute webinar focusing on technical application and your lab’s ROI.
Category: How-Tos

Roland Milling Bur Installation Tips
Goal: Avoid damage to the milling bur during installation
Loading burs into your machine is when you’re most likely to damage them. In this post, we’ll look at a few things you can do to avoid accidental damage to your Roland milling bur.
Many lab techs don’t know that the tip of a bur is delicate
The tungsten carbide that burs are made from is a very tough material. However, the shape of the material at the edge makes it susceptible to damage. The right impact can cause small defects in the cutting edge of your milling bur. These defects will drastically shorten the life of your bur. If you want to go in depth on that check out our post here: “Damaging Milling Burs: For Science!”
Roland milling bur install tips:
These tips apply to Roland DWX-50, DWX-51d, and DWX-52dc
- Be careful of the tip of the bur
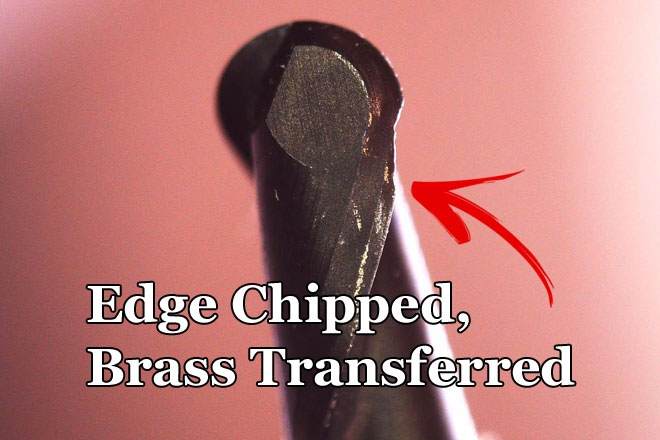
It’s good to be generally mindful of where the tip of the bur is at all times. It’s easy to hit it on a variety of surfaces if you’re not aware of it. All it takes is one hit at the right angle to chip your bur.
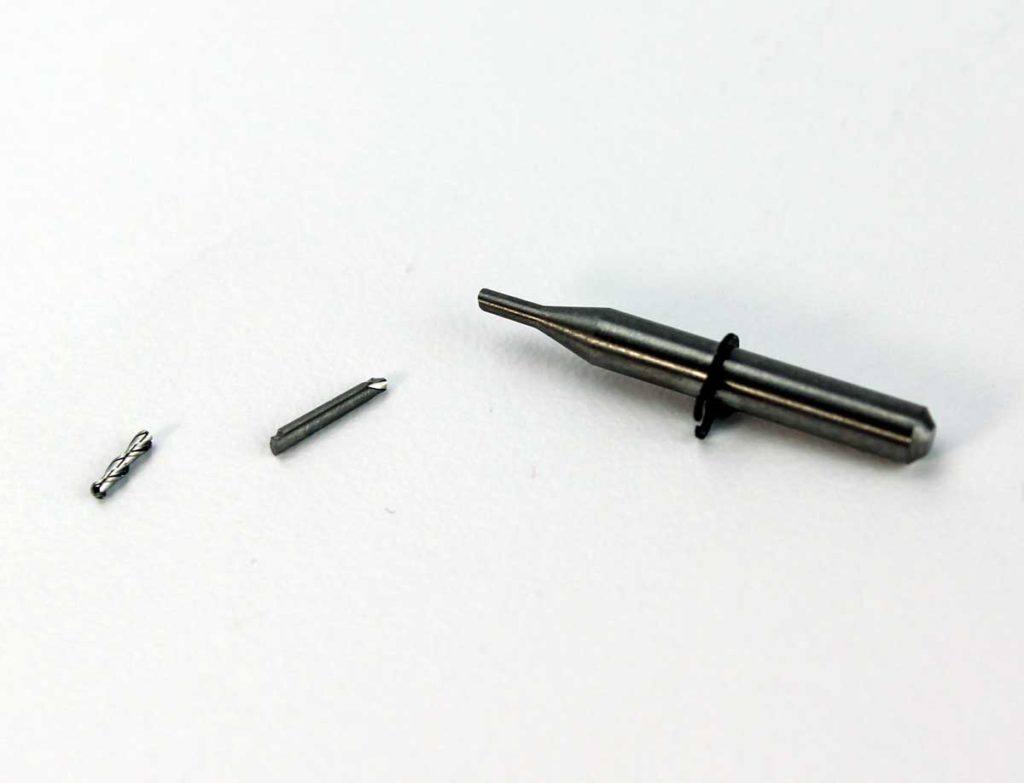
- Load the collar shank first
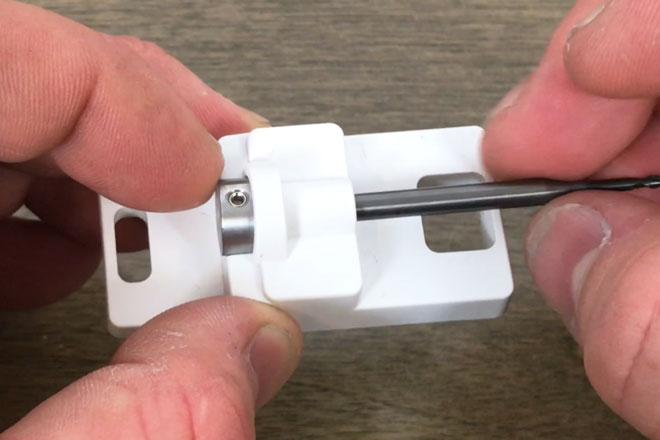
When you are attaching the metal collar to the bur, always make sure you insert the bur shank (machine side) first. This way you avoid dragging the cutting edge of the bur across the metal collar
3. Gently lower the bur into the holder

Once the bur is ready to insert into the machine’s holder, make sure that you center it in the holder before you push down. If it’s off center, it can hit the side or floor of the holder and damage the tip. Once it’s inserted, double check that it’s seated straight.
Conclusion
If you follow these simple tips when loading new Roland milling burs, you can reduce the chances of any damage happening to the bur. This is added insurance against early bur wear.

Cleaning Milling Tools
Should I clean my milling tools?
In order for a tool to work at its peak efficiency, it needs to be clean. This is because as the tool cuts it makes a small chunk of material each time it spins around. When that chunk of material gets cut, it needs to get out of the way. There’s a short channel behind the cutting edge that gives the material a path to flow away. If you have too much build-up of material behind the cutting edge, it will keep the tool from moving material out effectively. Material build-up can cause the tool to re-cut material, which increases the wear rate of the tool and decreases the surface quality of the finished unit. Clean tools do run better.
How often should I clean them?

We recommend cleaning tools every 70-80 units and whenever you switch from one material to another. Some materials (i.e. high resin content wax and different brands of zirconia) will tend to stick to the tool more when milling. It’s important to remove that build-up to ensure the tool can perform properly.
How should I clean them?
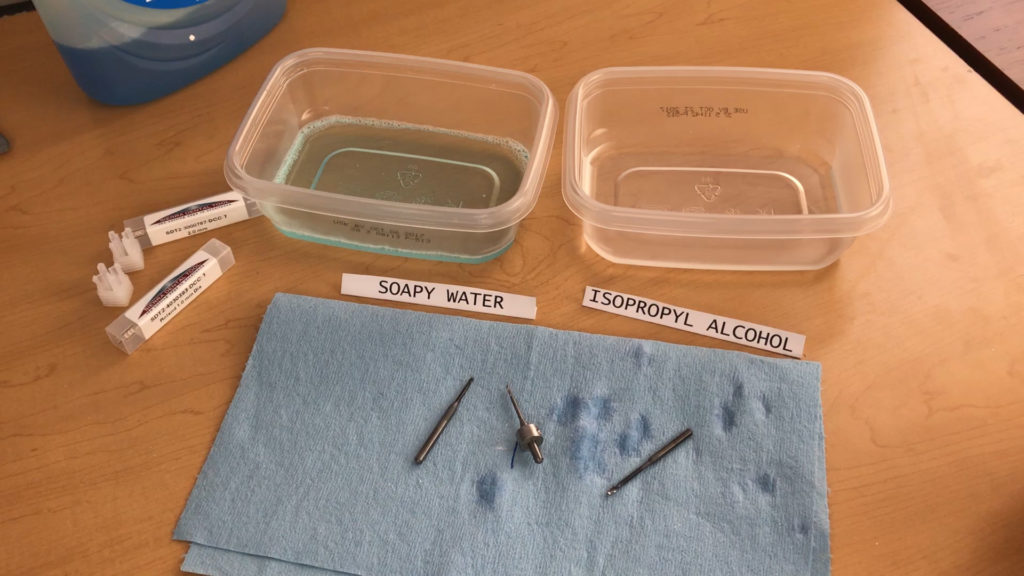
We recommend using soap and water between the fingers, followed by an alcohol dip, then dry. Check out the detailed procedure below:
IMPORTANT: Do not steam clean diamond coated burs. The fast change in temperature can cause a thermal shock. We know it’s tempting… don’t do it.
Here’s our recommended procedure for cleaning milling burs:
What you’ll need:
-Water
-Soap
-Isopropyl alcohol
-Dirty tools
Step 1: Apply a small amount of soap/water on the tool with your forefinger and thumb. Gently work the soap mix into the tool to release material build-up.
Note: Be mindful of the cutting edge of the tool. If you handle it wrong it could cut your skin.
Step 2: Rinse the soap from the tool then look at it. If there’s still any visible build-up on the tool, repeat step 1.
Step 3: Dip the flute end of the tool in Isopropyl alcohol. This will remove any other residue left by the soap.
Note: It’s important to do this step! Left-over soap residue may encourage the material to stick to the tool when milling.
Step 4: Place the tool on a paper towel to dry.
Note: It’s important for the tool to be 100% dry before using again. Any left-over moisture can make material stick to the tool and may corrode other parts of the machine.
Note: If you choose to use compressed air to dry the tool (not recommended), be very careful not to send it flying.
Step 5: Get milling!
Conclusion:
Keeping your tools clean is an easy way to extend the life of your tooling and get better results from your milling machine. Add it to your process today and you won’t be disappointed.
Tools Have Feelings too: Some Best Practices for Tool Care
In this post, we’ll go over a few best practices for tool care.
The dental lab can be a harsh environment. There’s always a lot going on, and it’s easy to lose track of things. When it comes to tools you need them to be trouble free and reliable. While the large part of that reliability comes from using quality tooling, the other part is in your hands. There are a few things you can do to ensure the longevity of your tooling.
Storage:
Always store your tooling in its original packaging.

I’ve certainly been guilty of throwing a pile of them in a drawer to use later, but that’s a quick way to mess them up. If they bang into each other the cutting edges can be damaged. Damaged tools may still cut, but the life will be drastically reduced.
Cleaning:
For a tool to perform at its peak ability, it should be clean.
We recommend cleaning tools every 70-80 units and whenever you switch from one material to another. Some materials (i.e. high resin content wax) will tend to stick to the tool when milling. It’s important to remove that build up to ensure the tool can perform properly.
Please check out our post on cleaning technique for more information.
HERE (link)
Handling:
When you’re holding a tool, always hold it from the shank (opposite the cutting) side.
Carbide is a great material to make a tool from. It’s very hard and long wearing. Especially when it’s combined with a good coating. However, that doesn’t mean that the material is bulletproof. In fact, it’s much the opposite. Carbide is a very rigid material that doesn’t like to flex. Some of our dental tools are thin and fragile. Tools can be broken or damaged just by dropping them or even holding them incorrectly. I know I’ve ruined a few myself. Next time you have a spent tool in your hand (1mm or smaller) try to snap it in your fingers. You’ll be amazed by how easy it is.
Installation:
When you install a tool into your machine, be mindful of the tool’s cutting tip.

It’s easy to hit the tool’s tip on the tool holder when you are changing it out. Make sure you insert the tool straight down without hitting it on anything. Use the same mindset you would playing the game “Operation” — except don’t worry about the electrical shock.
Some machines require the user to install a metal collar prior to using the tool. Always install the collar from the shank first. That way you don’t run the risk of damaging the cutting edges.
Conclusion:
When you make the investment in quality tooling for your milling machine, you are investing in your own reputation. Good tools take care of you if you take care of them.