When you purchase tools for your mill you want to make sure you get the most out of them. Many labs out there don’t realize how many different things that can impact the life they get from their tools. There are numerous contributing factors to tool longevity. We wanted to identify and explain a few of them.
In no particular order, here is our top ten list:
1. Machine Maintenance
The easiest thing you can do to help your tool life is to be diligent with your machine maintenance. A well-maintained machine is going to subject the tool to the loads that it’s designed to take. Usually, manufacturers have recommended intervals. It’s important to keep up with the scheduled maintenance of the machine if you want to protect your investment. It might be a pain to shut down for a little while, but it’s much better to catch a problem beforehand instead of experiencing a breakdown.
2. Machine Calibration
Calibrating your machine ensures that it carries out commands made by the CAM software in the most precise way possible. A machine that is not calibrated may make erroneous movements. This has a big effect on tool life. It’s comparable to driving a car that has bad alignment. If your alignment is off your tires will wear prematurely. We usually find that labs don’t calibrate enough. Our default recommendation is to do what your manufacturer says to do, but we offer a couple of added layers:
- If you don’t run your mill much, you still need to calibrate it. The daily temperature variances can affect the calibration of the mill.
- If you are running the mill in a high production scenario, you want to calibrate more often than the manufacturer recommends.
Properly calibrated machines run better overall and help you get the most life from your tools. You really can’t overdo it.
3. CAM Software and Milling Strategies.
If you think of your machine system like a nervous system, the software would be the brain. The CAM software deploys the milling strategy to tell the machine how to cut. It has a direct effect on tool wear depending on how aggressive the settings are, and if they are properly matched to the material you are cutting. Typically, when we find an issue with software it’s either out of date or not the right strategy for the material. Every software company out there is constantly tweaking their products to work best. We recommend staying current on your licensing so you can take advantage of the latest improvements.
4. Ambient Temperature
Air temperature can affect tool life because it can affect the calibration of your mill. If the air temperature changes significantly the mill can change shape due to thermal expansion of its frame. As little as 10 degrees Fahrenheit can have an effect on the calibration of your mill
6. Ambient Humidity
The amount of humidity in your lab can affect your tool life. The higher the humidity, the more material tends to stick to the tool while it mills. Clogged tools run hot and do not efficiently remove material from the cutting area. This increases the load on the tool and reduces the tools service life. It’s always best to keep your mill in a nice, climate-controlled area.
6. Mill cleanliness
Production environments are hard on equipment. Taking care of your mill’s hygiene will help you maintain its peak performance. If the mill is happy and clean, the tool will be too. In our experience, mills that are kept dirty are usually not maintained and calibrated regularly. Large amounts of material build-up inside your mill will increase the stress on its mechanics and spindle. This stress will trickle down to the tool, decreasing its life.
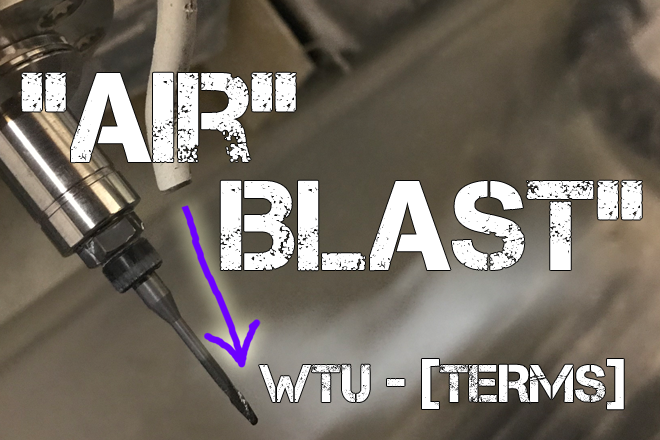
7. Material Evacuation: Air and Suction
Removal of powder from the workpiece is critical to the longevity of tooling. Milling in a pocket full of previously milled material can reduce tool life by 25-40%, depending on how often this condition exists. Check your airflow and dust collection. If you are getting milled material buildup adjust airflow accordingly to remove this condition. Most machine manufacturers have a recommended spec for both PSI and CFM; it’s an easy thing to double check.
8. Material Selection
As our digital technology progresses, the variety of materials available is growing. The hardness of the material selected can have a huge effect on the performance of tooling. The harder the material, the shorter your tool life. You can judge hardness of a material by feel. If you’ve cut on multiple brands of zirconia in the green state by hand, you will notice that the feel of each zirconia will differ a bit. The machine notices too. This is something to keep in mind when you are choosing materials to mill in your lab.
9. Spindle Health
The spindle is the lifeblood of your mill. It has a finite life that is rated by the manufacturer – usually in run-time hours. As a spindle ages it will begin to wear out. The spindle bearings become less accurate. This increases the amount of runout (see our article on runout HERE) which can significantly reduce tool life. You can track the health of your spindle by seeing how far into the recommended hours you are. Also, worn spindles will usually tell you they’re worn. If you notice a sharp decline in tool life or an audible pitch change in the way the spindle sounds it might be going out. Make sure to work closely with your machine supplier to keep on top of your spindle health.
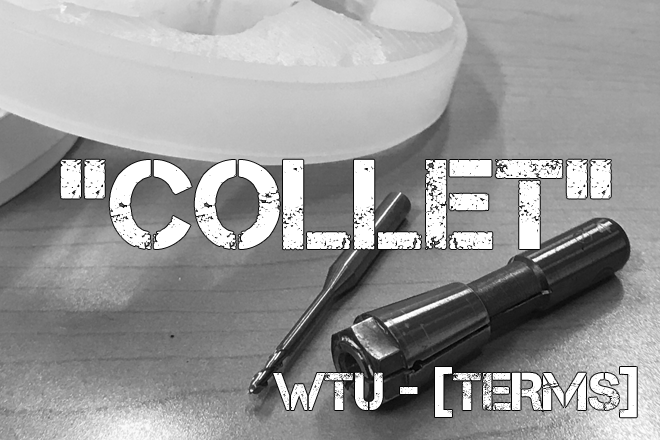
10. Collet Health
The collet is a very important part of the tooling recipe. It assures that the tool is held securely and on center to the spindle. It’s good to keep in mind that collets are wear items. They need to be maintained and periodically replaced. If it’s worn, dirty, or not adjusted properly it will not hold the tool right. This can lead to increased runout which will cause the tool to cut unevenly and wear prematurely. If you notice your mill is chipping margins or wearing tools faster than it usually does, changing your collet is always a good first line of defense.
Conclusion
We hope that this list has given you some insight into the causes of tool wear. This information ought to give you the resource you need to more effectively judge your tooling situation.